Mpangilio
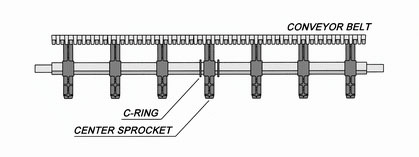
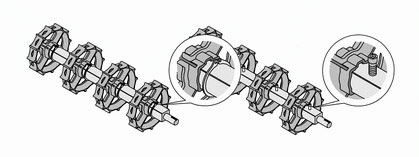
Sprocket ya kati lazima iwekwe katika nafasi ya kati ya upana wa mikanda ya conveyor, kwa kuhakikisha mwelekeo wa kusafirisha utaweka harakati iliyopangwa wakati wa kukimbia kwa conveyor.Viingilio vya kiendeshi/visizofanya kazi lazima virekebishwe kwa umbo la C kubakiza pete pande zote mbili, ili kuhakikisha kuwa sproketi zimefungwa kwenye nafasi sahihi.Hizi za kubakiza sproketi zitatoa wimbo mzuri ili kuweka ukanda uende vizuri kati ya fremu za kando za conveyor.
Isipokuwa kwa sprocket katikati lazima kuweka katika nafasi ya kati ya shimoni, sprockets nyingine si lazima kuwa fasta;wanaruhusiwa kuwa huru kushiriki na ukanda katika hali ya upanuzi wa joto na contraction.Njia hii ya gari inaweza kuzuia ushiriki mbaya wa ukanda na sprockets.
Kuhusiana na mpangilio wa nafasi kati ya sprockets, tafadhali rejelea Nafasi ya Sprocket kwenye menyu ya kushoto.
Mpangilio wa Sprocket wa Kugeuza Ukanda wa Conveyor
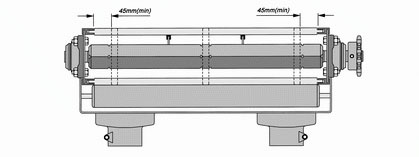
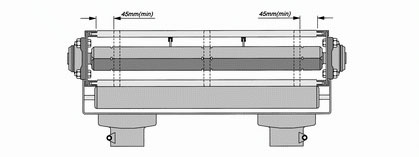
Wakati wa kupanga sproketi, nafasi haitakuwa zaidi ya 145mm na sproketi ya katikati inapaswa kurekebishwa na pete za kubakiza.
Wakati urefu wa mfumo wa conveyor ni chini ya mara 4 ya upana wa ukanda, nafasi sio zaidi ya 90mm.Nafasi kati ya sprocket ya nje na ukingo wa ukanda lazima iwe zaidi ya 45mm.
Kuhusiana na mpangilio wa nafasi kati ya sprockets, tafadhali rejelea Nafasi ya Sprocket kwenye menyu ya kushoto.
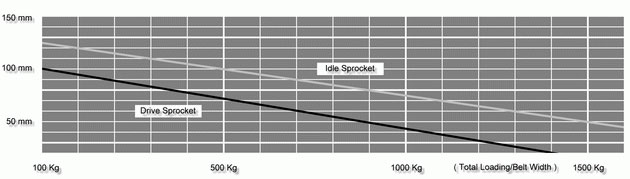
Mchoro wa Nafasi ya Sprocket wa Msururu wa 100
Vidokezo
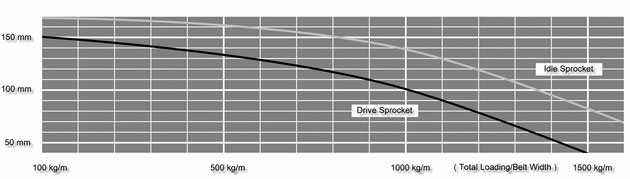
Grafu hapo juu ni data ya nafasi ya kituo cha sprocket;data hizi ni makadirio na kwa marejeleo pekee.Tafadhali weka kipaumbele nafasi halisi ambayo sproketi hujihusisha na ukanda wakati wa kuunda na kuchakata.
Tafadhali rejelea data ya curve na uweke nafasi wakati wa kusakinisha sprockets.Ni lazima igawiwe kwa wastani na ndogo kuliko data ya curve.
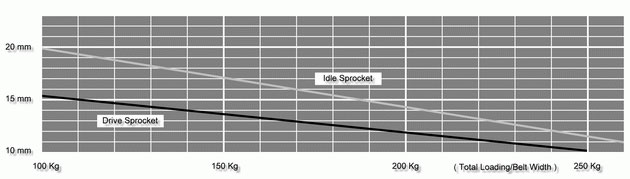
Mchoro wa Nafasi ya Sprocket wa Mfululizo wa 200
Vidokezo
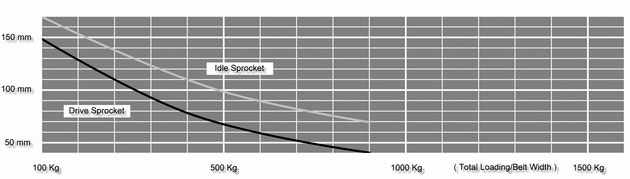
Grafu hapo juu ni data ya nafasi ya kituo cha sprocket;data hizi ni makadirio na kwa marejeleo pekee.Tafadhali weka kipaumbele nafasi halisi ambayo sproketi hujihusisha na ukanda wakati wa kuunda na kuchakata.
Tafadhali rejelea data ya curve na uweke nafasi wakati wa kusakinisha sprockets.Ni lazima igawiwe kwa wastani na ndogo kuliko data ya curve.
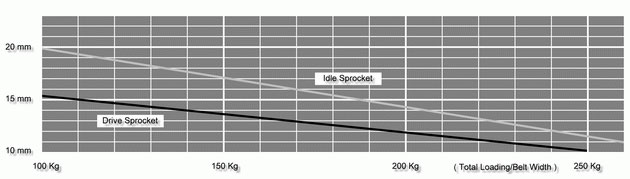
Mchoro wa Nafasi ya Sprocket wa Msururu wa 300
Vidokezo
Grafu hapo juu ni data ya nafasi ya kituo cha sprocket;data hizi ni makadirio na kwa marejeleo pekee.Tafadhali weka kipaumbele nafasi halisi ambayo sproketi hujihusisha na ukanda wakati wa kuunda na kuchakata.
Tafadhali rejelea data ya curve na uweke nafasi wakati wa kusakinisha sprockets.Ni lazima igawiwe kwa wastani na ndogo kuliko data ya curve.
Mchoro wa Nafasi ya Sprocket wa Msururu wa 400
Vidokezo
Grafu hapo juu ni data ya nafasi ya kituo cha sprocket;data hizi ni makadirio na kwa marejeleo pekee.Tafadhali weka kipaumbele nafasi halisi ambayo sproketi hujihusisha na ukanda wakati wa kuunda na kuchakata.
Tafadhali rejelea data ya curve na uweke nafasi wakati wa kusakinisha sprockets.Ni lazima igawiwe kwa wastani na ndogo kuliko data ya curve.
Mchoro wa Nafasi ya Sprocket wa Msururu wa 500
Vidokezo
Grafu hapo juu ni data ya nafasi ya kituo cha sprocket;data hizi ni makadirio na kwa marejeleo pekee.Tafadhali weka kipaumbele nafasi halisi ambayo sproketi hujihusisha na ukanda wakati wa kuunda na kuchakata.
Tafadhali rejelea data ya curve na uweke nafasi wakati wa kusakinisha sprockets.Ni lazima igawiwe kwa wastani na ndogo kuliko data ya curve.
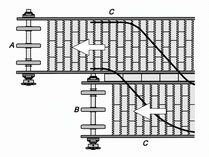
msalaba & sambamba
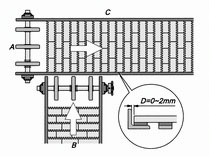
Wakati wa matumizi ya mikanda ya conveyor kwa uunganisho wa msalaba, utunzaji maalum lazima uchukuliwe kwa njia ya kudumu ya sprockets.
Wakati conveyor B inapokutana na conveyor A, sprocket ya conveyor A ambayo iko karibu na conveyor B lazima iwekwe.Kando na hilo, thamani ya D ya conveyor A (Jedwali 9) lazima ipunguzwe, na nafasi lazima iongezwe kwa thamani D ya upande C. Uvumilivu wote wa upanuzi wa conveyor A huwekwa kwenye upande C ili kupata athari bora ya uunganisho.
Mpangilio wa Sprocket kwa Muunganisho Sambamba wa Visafirishaji
Wakati wa matumizi ya mikanda ya conveyor kwa uunganisho sambamba, utunzaji maalum lazima uchukuliwe kwa ajili ya kurekebisha sprocket ya gari ya conveyors zote mbili upande ambao ni karibu na conveyor mwingine.Kwa thamani D, tafadhali rejelea mchoro uliotajwa hapo juu, na uhifadhi nafasi ya kustahimili upanuzi katika upande C ili kuruhusu nafasi kati ya fremu za vidhibiti viwili ipungue hadi kikomo cha chini kabisa halijoto inapobadilika.
Idle Sprocket
Kituo hichosprocket ya shimoni isiyo na kazi inapaswa kudumu na pete za kuhifadhi, ili kuhakikisha mwelekeo wa kusafirisha utakuwa sawa bila slanting.Idadi ya sprockets za gari minus 2 ni idadi ya sprockets zisizo na kazi.Nafasi lazima isambazwe kwa wastani kwenye shimoni.Wingi wa sprockets zisizo na kazi hauwezi chini ya vipande 3 .Tafadhali rejelea Nafasi ya Sprocket kwenye menyu ya kushoto.
Mpangilio wa Idle Sprocket wa Kugeuza Ukanda wa Conveyor
Nafasi ya sprocket kwenye shimoni isiyo na kazi haitakuwa zaidi ya 150mm wakati wa kubuni.Ikiwa mfumo wa conveyor umeundwa katika upitishaji wa pande mbili, mpangilio wa sprockets zisizo na kazi unapaswa kuwa sawa na sprockets za gari.Tafadhali rejelea Nafasi ya Sprocket kwenye menyu ya kushoto.
Uendeshaji wa vipindi
Wakati conveyor iko katika hali ya uendeshaji wa vipindi, itakuwa rahisi kutokea jambo la kuhama kwa ukanda kwa pande zote mbili na kusababisha ushirikiano usiofaa kati ya ukanda na sprockets.Sproketi za bure zitasonga kuelekea pande zote mbili za shimoni kwa sababu hazijasanikishwa na pete za kubakiza.Ikiwa hali haijarekebishwa, itaathiri uendeshaji wa conveyor.
Adapta ya Hexagonal
Kwa usafirishaji wa upakiaji wa bidhaa nyepesi, shimoni ya kiendeshi/isiyotumika inaweza kupitisha adapta ya pande zote badala ya usindikaji wa shimoni ya mraba.Inapendekezwa kwa kutumia kwa mazingira ya kazi ya upakiaji wa mwanga na ukanda ambao upana ni ndani ya 450mm.
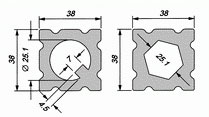
Retainer pete
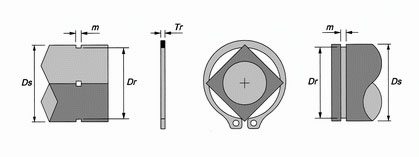
| DS | Kanuni | m | Tr | Dr | |
| Mraba | 38 mm | 52 | 2.2 mm | 2 mm | 47.8 mm |
| 50 mm | 68 | 2.7 mm | 5 mm | 63.5 mm | |
| 64 mm | 90 | 3.2 mm | 3 mm | 84.5 mm | |
| Mzunguko | ?milimita 30 | 30 | 1.8 mm | 1.6 mm | 27.9 mm |
| ?45 mm | 45 | 2.0 mm | 1.8 mm | 41.5 mm | |